
DISTRIBUIDOR DE TURQUÍA:
Enviar comentarios
¿Cómo elegir el papel antiadherente adecuado para aplicaciones de cuero artificial?
Comprensión de los documentos de autorización en la fabricación de cuero artificial
La producción de cuero artificial de alta calidad es un proceso sofisticado que depende en gran medida de un componente que a menudo se pasa por alto: el papel protector. Este papel especializado actúa como soporte temporal y herramienta de impresión durante las etapas de recubrimiento y curado. Imparte la textura, el brillo y el patrón superficial deseados a la resina polimérica, que forma la capa de grano del cuero artificial. Una vez que la resina se ha solidificado, se retira el papel protector, dejando una superficie con una textura perfecta. La selección del documento de autorización adecuado no es una cuestión trivial; es una decisión crítica que influye directamente en la estética, las propiedades táctiles, la consistencia y, en última instancia, el valor comercial del producto final de cuero sintético. Una mala elección puede provocar defectos como liberación incompleta, problemas de transferencia de patrones o textura inconsistente entre lotes, lo que genera un importante desperdicio de material y tiempo de inactividad en la producción. Por lo tanto, dominar los criterios de selección es primordial para cualquier persona involucrada en la gestión de especificaciones, compras o producción dentro de esta industria. Este artículo profundiza en las consideraciones técnicas y prácticas clave, ayudándole a navegar las complejidades y tomar decisiones informadas que se alineen con los objetivos específicos de su producto y las limitaciones de fabricación.
Cinco factores clave para seleccionar su papel antiadherente para cuero artificial
Elegir el papel protector ideal implica equilibrar varios factores interconectados. Centrarse en cinco áreas centrales proporcionará un marco estructurado para la evaluación. Cada factor aborda un aspecto específico del desempeño y el resultado, y comprender su interacción es esencial. Por ejemplo, la estética deseada del producto final dictará el acabado superficial necesario del papel, lo que a su vez puede influir en su durabilidad y características de liberación. De manera similar, la composición química de la fórmula de recubrimiento debe ser compatible con la capa antiadherente del papel para evitar reacciones adversas. Al considerar sistemáticamente la Tipos de textura de papel liberador para grano de cuero sintético. , el Papel antiadherente recubierto de silicona versus papel antiadherente para cuero PU , el specific Requisitos para papel protector en cuero artificial gofrado. , el critical aspect of Resistencia al calor y durabilidad del papel de transferencia para acabado de cuero. , y la variable operativa de Cómo el peso del papel de liberación afecta la velocidad de producción del cuero artificial. , puede desarrollar una especificación integral que minimice el riesgo y optimice los resultados. Las siguientes secciones ampliarán cada una de estas palabras clave fundamentales de cola larga, proporcionando el conocimiento profundo necesario para una selección eficaz.
1. Análisis del acabado de la superficie: tipos de textura de papel de liberación para grano de cuero sintético
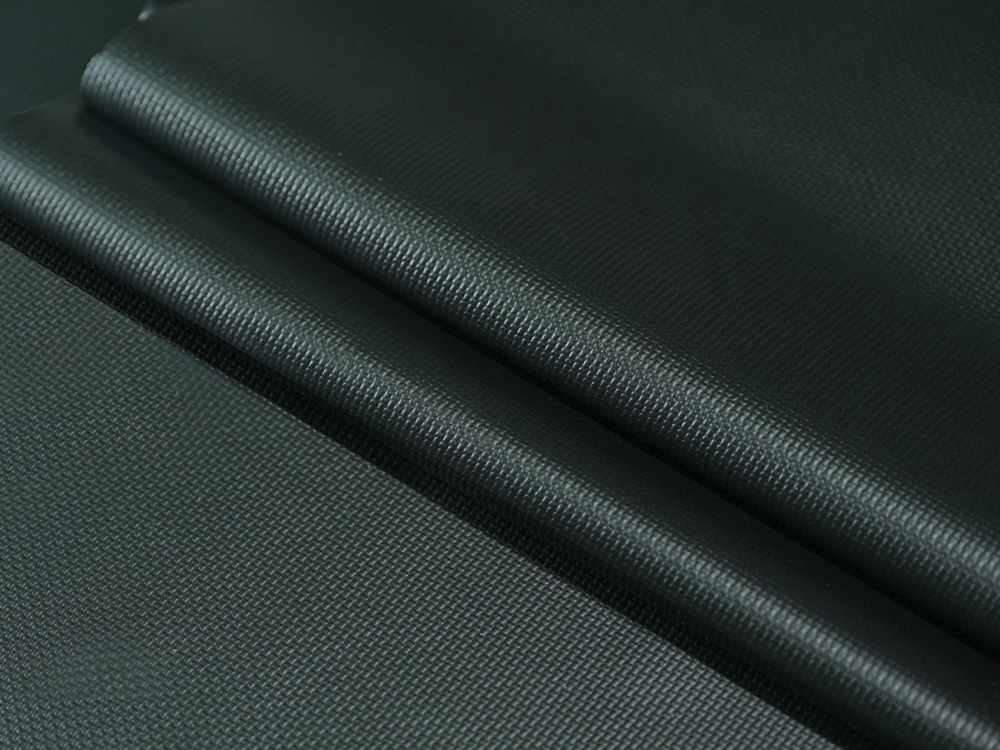
La función principal del papel antiadherente es transferir la topografía de su superficie al cuero artificial. Por lo tanto, la textura es el factor más evidente visual y táctilmente en su selección. La gama de texturas disponibles es amplia, desde acabados perfectamente lisos y brillantes hasta vetas gruesas de aspecto natural, patrones geométricos intrincados y reproducciones realistas de pieles de animales exóticos. La elección define fundamentalmente el segmento de mercado del producto: un papel suave y de alto brillo podría usarse para artículos de moda futuristas o interiores de automóviles que requieren una apariencia elegante, mientras que una veta profunda y pronunciada imita el cuero bovino tradicional de plena flor para calzado y tapicería. Es crucial comprender que la textura no es simplemente un patrón 2D sino una estructura tridimensional con configuraciones de profundidad, nitidez máxima y valles. Estos detalles microscópicos afectan el reflejo de la luz (nivel de brillo), la resistencia a las manchas (las superficies más lisas son más fáciles de limpiar) y la sensación al tacto percibida del producto final.
Al evaluar texturas, considere tanto los objetivos estéticos como las implicaciones prácticas de producción. Un grano muy profundo y complejo podría requerir un recubrimiento más pesado para llenar completamente las cavidades, lo que podría aumentar los costos de material. También puede plantear desafíos durante el proceso de desmoldeo si las socavaciones son graves. Por el contrario, una textura muy fina y poco profunda podría desprenderse fácilmente pero podría ser más susceptible a mostrar inconsistencias en el recubrimiento o marcas de flujo. Además, la longevidad de la textura del papel en múltiples tiradas de producción es una consideración económica clave. Una textura robusta que mantiene su definición durante decenas de ciclos es más rentable que una que se aplana rápidamente. El proceso de selección a menudo implica revisar libros de muestras físicas de los fabricantes de papel y realizar pruebas de producción para ver cómo se comporta la textura con su sistema de resina y parámetros de proceso específicos. Esta evaluación práctica es insustituible para garantizar que el producto final cumpla con el estándar estético deseado.
Categorías de texturas comunes y sus aplicaciones
Para sistematizar la selección, las texturas se pueden agrupar en categorías amplias. Cada categoría tiene distintas aplicaciones de mercado e imparte características únicas al cuero artificial.
- Acabados lisos/brillantes: Estos papeles producen una superficie reflectante uniforme. Las variantes incluyen acabados con brillo espejo, semibrillante y liso mate. A menudo se utilizan para tableros de instrumentos de automóviles, accesorios de moda, cubiertas de dispositivos electrónicos y superficies higiénicas donde la facilidad de limpieza es primordial. La falta de textura puede hacer que cualquier imperfección subsuperficial en el recubrimiento sea más visible, lo que exige telas base de alta calidad y una aplicación constante del recubrimiento.
- Granos de cuero natural: Esta es la categoría más extensa y abarca texturas que replican la piel de vaca, cabra, cerdo, avestruz, cocodrilo y muchas otras. La calidad de la replicación varía mucho; Los papeles premium ofrecen patrones increíblemente auténticos y no repetitivos con estructuras de poros naturales. Estos son los caballos de batalla de las industrias del calzado, muebles y prendas de vestir, donde se desea una apariencia de cuero clásica.
- Acabados en relieve/estampados: Esto incluye patrones geométricos (lino, tablero de ajedrez, diamantes), diseños artísticos y logotipos personalizados. Estos papeles se utilizan para crear superficies estilizadas o de marca para artículos de moda, elementos de diseño de interiores y productos especiales. La precisión y nitidez de la transferencia del patrón son fundamentales en este caso.
- Acabados Napped/Ante: Estos papeles tienen una textura delicada y direccional que se utiliza para crear la superficie suave y aterciopelada del ante sintético o el nubuck. El proceso a menudo implica un pulido mecánico de la superficie recubierta después de la liberación, pero la veta inicial del papel sienta las bases.
2. Química de la capa de liberación: papel antiadherente recubierto de silicona versus papel sin silicona para cuero PU
La capacidad de despegar de forma limpia y consistente el papel antiadherente del cuero sintético curado está gobernada por la química de la capa antiadherente. Esta fina capa aplicada a la base de papel texturizado proporciona propiedades antiadherentes. El debate entre los sistemas de liberación de silicona y los que no lo son es fundamental para esta selección, ya que cada uno ofrece distintas ventajas y limitaciones que afectan directamente la producción y la calidad del producto.
Papeles antiadherentes recubiertos de silicona son el estándar de la industria para la mayoría de las aplicaciones de cuero de poliuretano (PU). La silicona ofrece una combinación excepcional de alta eficiencia de liberación, estabilidad térmica e inercia química. Crea una barrera de muy baja energía superficial que permite que incluso las películas delicadas o con mucha textura se desprendan sin rasgarse ni dejar residuos. Esto garantiza una calidad superficial constante durante toda la producción. La estabilidad de la silicona en un amplio rango de temperaturas (normalmente desde -40 °C hasta más de 200 °C) la hace adecuada para diversos procesos de curado. Además, las químicas modernas de la silicona se pueden diseñar para proporcionar fuerzas de liberación controladas, desde una liberación fácil hasta una liberación más estricta, lo que permite a los formuladores ajustar el proceso en función de las propiedades adhesivas de su resina de PU.
Por otra parte, papeles liberadores sin silicona Utilice productos químicos alternativos, como fluoropolímeros o recubrimientos especializados a base de hidrocarburos. A veces se emplean en nichos específicos. Su principal ventaja reportada es la posibilidad de dejar una superficie químicamente diferente en la película de PU liberada, lo que puede ser beneficioso para los pasos de adhesión posteriores. Por ejemplo, en algunos procesos de laminación multicapa o cuando una capa superior necesita una adhesión excepcional, se puede especificar un papel antiadherente sin silicona para evitar cualquier posible contaminación o migración de silicona, que puede crear una capa límite débil. Sin embargo, los sistemas sin silicona suelen tener una ventana de procesamiento más estrecha, pueden requerir un control más preciso de las condiciones de curado y, en general, pueden soportar menos ciclos de reutilización en comparación con los sistemas de silicona de alta calidad. Su fuerza de liberación también podría ser menos constante en múltiples usos.
Tabla de factores de decisión: silicona versus no silicona
La siguiente tabla contrasta las características clave de los recubrimientos antiadherentes de silicona y sin silicona para guiar el proceso de selección. Es importante tener en cuenta que el rendimiento puede variar dentro de cada categoría según la formulación específica y la base del papel.
Eficiencia y consistencia de liberación: Los recubrimientos de silicona brindan una fuerza de liberación excelente y consistente con baja energía superficial, lo que garantiza un desmolde limpio ciclo tras ciclo. Los recubrimientos sin silicona pueden ofrecer una buena liberación inicial, pero la consistencia en múltiples usos puede ser menos predecible y degradarse más rápido.
Resistencia al calor y durabilidad: la silicona exhibe una estabilidad térmica superior, manteniendo el rendimiento en un amplio rango de temperaturas de curado y permitiendo más ciclos de reutilización (a menudo 50 para papeles de alta calidad). Los recubrimientos sin silicona generalmente tienen una temperatura máxima de uso continuo más baja y toleran menos corridas de producción antes de que el rendimiento de liberación falle.
Compatibilidad química: La silicona es altamente inerte y compatible con la mayoría de los sistemas de PU, PVC y otros polímeros, resistiendo la penetración de solventes. Algunas sustancias químicas distintas de la silicona pueden ser susceptibles al ataque de ciertos plastificantes o solventes en la formulación del recubrimiento, lo que lleva a la degradación del papel.
Energía superficial de la película liberada: La superficie de PU liberada de un papel de silicona tiene una energía superficial muy baja, lo que puede ser una desventaja para la adhesión posterior (por ejemplo, impresión, pegado) a menos que se trate específicamente. Los papeles sin silicona pueden dejar una superficie con mayor energía intrínseca, lo que potencialmente mejora la adhesión para los pasos de procesamiento posteriores sin tratamiento adicional.
Costo y reutilización: si bien el costo inicial del papel de silicona premium es alto, su vida útil prolongada (gran número de ciclos de reutilización) a menudo resulta en un menor costo por metro de cuero producido. Los papeles sin silicona, cuyo costo inicial es potencialmente menor, pueden necesitar un reemplazo más frecuente, lo que eleva el costo operativo a largo plazo.
Comparación de tipos de capas de liberación
Característica: Eficiencia y consistencia de liberación; Recubierto de silicona: Excelente, muy consistente; Sin silicona: Variable, puede degradarse más rápido con la reutilización.
Característica: Resistencia al calor y durabilidad (ciclos de reutilización); Recubierto de silicona: Alto (50 ciclos común); Sin silicona: de moderado a bajo (menos ciclos).
Característica: Compatibilidad química; Recubierto de silicona: Amplio, altamente inerte; Sin silicona: puede ser selectivo, puede reaccionar.
Característica: Adhesión aguas abajo de la superficie liberada; Recubierto de silicona: Puede requerir tratamiento de corona/plasma; Sin silicona: potencialmente mejor para algunos adhesivos.
Reportaje: Perspectiva de costos operativos; Recubierto de silicona: mayor costo inicial, menor costo por ciclo; Sin silicona: Posiblemente menor costo inicial, mayor costo por ciclo.
3. Alcanzar la dimensión: requisitos para el papel protector en cuero artificial gofrado
La creación de patrones profundamente grabados o tridimensionales en cuero artificial impone los requisitos más exigentes al papel protector. A diferencia de las texturas poco profundas, un relieve profundo debe transferir fielmente picos afilados, valles profundos y, a veces, socavaduras severas sin atrapar aire, lo que provoca correas (donde la resina une un valle) o desgarros durante el desmolde. El requisitos para papel protector en cuero artificial gofrado van más allá de la simple replicación de texturas para abarcar la flexibilidad del papel, la resistencia a la tracción y la precisión del proceso de grabado utilizado para crear la textura del papel. El papel debe ser lo suficientemente flexible para adaptarse perfectamente al sustrato y al cabezal de recubrimiento durante la aplicación, pero lo suficientemente fuerte como para soportar la tensión de ser arrastrado a través de la línea de producción y la tensión mecánica del despegado de una película curada y profundamente estructurada. Cualquier ligero estiramiento o distorsión en el papel dará como resultado un patrón borroso o distorsionado en el cuero.
El peso base y la composición del papel son decisivos en este caso. Los papeles más pesados (que se analizan en el factor 5) generalmente proporcionan una mejor estabilidad dimensional para relieves profundos y resisten el estiramiento. El respaldo también debe tener una excelente unión interna para evitar la delaminación cuando se somete a las fuerzas de liberación de un patrón profundamente fijado. Además, el revestimiento antiadherente debe aplicarse uniformemente a cada micrómetro del perfil de textura complejo. Un recubrimiento incompleto en un valle profundo puede provocar un punto de estancamiento, provocando un defecto o incluso el desgarro del papel. Los fabricantes de papeles para gofrado suelen utilizar técnicas especializadas, como el recubrimiento electrostático, para garantizar que el agente desmoldante de silicona cubra uniformemente toda la superficie contorneada. Al seleccionar un papel para trabajos de estampado profundo, es imperativo probar la combinación exacta de papel, resina y condiciones del proceso. Una ejecución de prueba revelará problemas potenciales como dificultad de liberación, problemas de llenado de patrones o vida útil reducida del papel, lo que permitirá realizar ajustes antes de que comience la producción a gran escala.
Propiedades clave del papel para estampado profundo
- Estabilidad dimensional: El papel debe tener un estiramiento mínimo bajo la tensión en la dirección de la máquina para evitar la distorsión del patrón. Esto a menudo se logra con una base kraft densamente empaquetada y de alta calidad y procesos de fabricación específicos que controlan la dirección de la fibra del papel.
- Grabado de precisión: El cilindro original utilizado para impartir textura al papel debe elaborarse con extrema precisión, a menudo utilizando técnicas avanzadas de grabado con láser o diamante, para crear patrones con profundidades nítidas, limpias y consistentes.
- Penetración uniforme del recubrimiento de liberación: El agente de liberación (por ejemplo, silicona) debe humedecer completa y uniformemente toda la superficie texturizada, incluidos los huecos más profundos y los ángulos más agudos, para garantizar una fuerza de liberación constante en todo el patrón.
- Resistencia al desgarro y resistencia a la flexión: El sustrato de papel necesita una alta resistencia al desgarro, especialmente en la dirección transversal, para sobrevivir al proceso de pelado sin desgarrarse, particularmente cuando la resina curada se ha fijado mecánicamente en la textura. Su buena resistencia a la flexión le permite soportar flexiones repetidas alrededor de los rodillos.
- Perfil de fuerza de liberación controlada: Para relieves complejos, la química de liberación se puede adaptar para proporcionar una liberación un poco más fácil para ayudar a desmoldar patrones intrincados sin dañar la superficie recién curada del cuero artificial.
4. Soportar el proceso: resistencia al calor y durabilidad del papel de transferencia para acabado de cuero
El entorno de producción del cuero artificial es exigente física y químicamente. Los papeles antiadherentes están sujetos a múltiples factores de estrés durante cada ciclo: altas temperaturas en los hornos de curado, tensión de los sistemas de manipulación de la banda, exposición química a solventes o plastificantes en el recubrimiento y abrasión mecánica de guías y rodillos. Por lo tanto, evaluar la Resistencia al calor y durabilidad del papel de transferencia para acabado de cuero. es una evaluación directa de su vida útil operativa y su valor económico. La resistencia al calor es posiblemente la propiedad más crítica. Durante la producción, el papel, con la capa húmeda, pasa por hornos donde las temperaturas pueden oscilar entre 120°C y más de 200°C, dependiendo de la química de la resina y la velocidad de la línea. La exposición prolongada a estas temperaturas puede causar varias vías de degradación: la base del papel puede volverse quebradiza y perder resistencia a la tracción, el recubrimiento antiadherente puede oxidarse o romperse y el adhesivo que une la capa antiadherente a la base puede fallar. Un papel con poca resistencia al calor se amarilleará, será propenso a agrietarse y perderá su rendimiento de liberación después de solo unos pocos ciclos.
La durabilidad abarca más que solo la tolerancia al calor. Incluye la capacidad del papel para mantener su integridad física (su resistencia al desgarro, estabilidad dimensional y textura de la superficie) durante el uso repetido. Un papel duradero mostrará un mínimo "pulido" o aplanamiento de sus picos de textura incluso después de docenas de tiradas de producción, lo que garantiza que el rollo número 50 de cuero artificial tenga la misma definición de grano que el primero. También resistirá el "efecto fantasma", donde una leve impresión de una capa anterior permanece en el papel y se transfiere a productos posteriores. La elección del papel base (grado de celulosa, contenido de carga, proceso de calandrado) y la calidad del sistema de recubrimiento antiadherente son los principales determinantes de la durabilidad. Invertir en un papel de mayor calidad y más duradero a menudo resulta en un menor costo por metro de cuero producido, ya que el costo del papel se amortiza en muchos más ciclos. También reduce las interrupciones de producción por cambios de papel, aumenta la consistencia y minimiza el desperdicio por defectos causados por papel defectuoso.
5. Eficiencia operativa: cómo la liberación del peso del papel afecta la velocidad de producción del cuero artificial
Las especificaciones físicas del propio papel antiadherente, en particular su peso (normalmente medido en gramos por metro cuadrado, gsm) y su espesor, tienen un impacto directo en la logística y la eficiencia de la producción. el concepto de como El peso del papel liberado afecta el cuero artificial. velocidad de producción Implica un equilibrio entre rendimiento y practicidad. Los papeles más pesados (p. ej., 130 gsm y superiores) ofrecen una estabilidad dimensional superior, lo cual es crucial para la transferencia de patrones de alta fidelidad, especialmente para vetas profundas y relieves. Es menos probable que se estiren bajo tensión, lo que evita la distorsión del patrón. Por lo general, también tienen mejor resistencia al calor y durabilidad, ya que la base más gruesa proporciona un sustrato más robusto. Sin embargo, el aumento de peso y grosor conlleva consideraciones operativas. Los papeles más pesados son más caros por metro cuadrado. Resultan en rollos más grandes y pesados para la misma longitud de papel, lo que puede complicar la manipulación, el almacenamiento y la carga del material en la máquina de producción. Fundamentalmente, la mayor rigidez de un papel más pesado puede limitar la velocidad máxima de la línea de producción, ya que puede haber limitaciones en la rapidez con la que se puede guiar a través de complejas trayectorias de rodillos sin causar problemas de seguimiento o roturas de la banda.
Los papeles más livianos (por ejemplo, 80-110 g/m2) ofrecen ventajas en términos de flexibilidad y potencial para velocidades de línea más altas. Son más fáciles de manejar, producen rollos de mayor longitud para el mismo diámetro (lo que reduce la frecuencia de cambio) y pueden ser más rentables para aplicaciones donde no se requiere una estabilidad dimensional extrema o un relieve profundo, como para acabados lisos o texturas poco profundas. Sin embargo, son más propensos a estirarse, lo que puede afectar el registro de patrones en procesos de varios pasos, y pueden tener una vida útil más corta debido a una menor durabilidad inherente. Por tanto, el peso óptimo está determinado por los requisitos específicos del producto y las capacidades de la maquinaria de producción. Una línea de alta velocidad que produce cuero de moda con grano fino podría funcionar de manera óptima con un papel de 100 g/m2, mientras que una línea especializada en cuero para muebles de alta resistencia y con profundo relieve necesitaría un papel de 140 g/m2 o más pesado, incluso si funciona a una velocidad ligeramente más lenta para garantizar la calidad y la integridad del papel.
Desarrollo de un protocolo sistemático de selección y prueba
Armado con el conocimiento de los cinco factores clave, el paso final es implementar un protocolo disciplinado de selección y prueba. Esto hace que el proceso pase de la teoría a la práctica confiable. Comience por definir los requisitos no negociables de su producto final de cuero artificial: su mercado objetivo, estética (textura, brillo), propiedades físicas y precio. Utilícelos para crear una especificación preliminar del papel centrándose en el tipo de textura, la química de liberación y el peso. Contacte con anticipación a posibles proveedores de papel, proporcionándoles las especificaciones de su resina y los parámetros del proceso (método de recubrimiento, perfil de temperatura de curado, tensión de la línea). Solicite rollos de muestra de sus papeles recomendados para realizar pruebas exhaustivas. No confíe únicamente en pequeñas muestras; una prueba a escala de producción es esencial para evaluar el rendimiento en condiciones reales.
La prueba debe evaluar todos los parámetros críticos: facilidad de liberación y condición del reverso del papel después de la liberación, fidelidad de la transferencia de textura en todo el ancho de la banda, consistencia del nivel de brillo, cualquier signo de adhesión del recubrimiento al papel (liberación deficiente) y el comportamiento del papel en la línea (seguimiento, estabilidad de la tensión). Lo más importante es realizar varias pasadas con la misma muestra de papel para medir su durabilidad: ¿cómo cambia la textura y el rendimiento de liberación en el ciclo 5, 10 o 20? Documente todo meticulosamente. Según los resultados de la prueba, puede perfeccionar sus especificaciones. El objetivo es identificar el papel que ofrece la calidad de producto requerida con la menor cantidad de dolores de cabeza operativos y el mejor costo total en uso, equilibrando el costo inicial del papel con su vida útil y su eficiencia de producción. Recuerde, el documento de autorización es una herramienta de producción; su selección debe basarse en datos y una comprensión clara de su papel en la creación de valor en su producto final de cuero artificial.
¡No dudes en contactarnos ahora!
Proporcionamos a los clientes productos y servicios de papel antiadherente sostenibles y respetuosos con el medio ambiente.


-

-
 DISTRIBUIDOR INDIA:
DISTRIBUIDOR INDIA: -
 DISTRIBUIDOR ITALIA:
DISTRIBUIDOR ITALIA: -
 DISTRIBUIDOR DE PAKISTÁN:
DISTRIBUIDOR DE PAKISTÁN:
Derechos de autor © Anhui Honghuan New Material Technology Co., Ltd. Rights Reserved.
